Para empezar, es interesante explicar brevemente cómo es el proceso de impresión en 3D para entender mejor las razones por las que elegimos cierta configuración al generar el G-Code. Si ya estás familiarizado con el proceso puede que te resulte más práctico saltarte la primera parte e ir a la tabla de valores recomendados para la impresión 3D.

Básicamente, para imprimir en 3D por la técnica de fusión, el proceso consiste en ir alimentando con un filamento, frecuentemente de ABS o de PLA, un extrusor que lo funde y lo deposita en capas siguiendo un recorrido con la forma que tiene el objeto a cada altura.
Las instrucciones para ir disponiendo el material fundido y construir así la forma del modelo se suelen describir usando G-Code, que es un lenguaje de programación con el que se expresan las órdenes que debe ejecutar la impresora 3D. En realidad el G-Code (o GCode o código o lenguaje G) es un estándar muy difundido para programar máquinas de control numérico (NC, por Numerical Control o más frecuentemente CNC por Computer Numerical Control) como tornos o fresadoras, no sólo impresoras 3D.
La impresora 3D puede conectarse directamente a un ordenador pero también es posible imprimir leyendo las instrucciones, el G-Code, directamente de una tarjeta de memoria conectada a la máquina y en la que se habrá grabado desde el programa del ordenador que lo calcula a partir del modelo tridimensional. También es posible imprimir enviando el G-Code desde un ordenador que no disponga de programas de proceso 3D, lo que permite dedicar un pequeño servidor en la red a esa tarea sin necesidad de instalarle esas aplicaciones; otros ordenadores en la red le enviarán las instrucciones creando una cola de impresión 3D como se haría con la impresión convencional. Como las impresoras 3D más modestas requieren cierto proceso manual (como preparar la cama o retirar la pieza impresa) además de necesitar un tiempo considerable para construir el objeto, calcular el G-Code e imprimirlo desde la propia máquina (que suele estar en otro ambiente de trabajo) es un método perfectamente aceptable.
Hay muchos parámetros que determinan la manera en la que se realiza el cálculo de las trayectorias que definirán el objeto así como la impresión. La aplicación Cura, por ejemplo, incluye la mayoría de estos parámetros predeterminados para una impresión óptima pero hay otros que habrá que verificar, y en su caso modificar y que son los que se van a explicar en este texto.

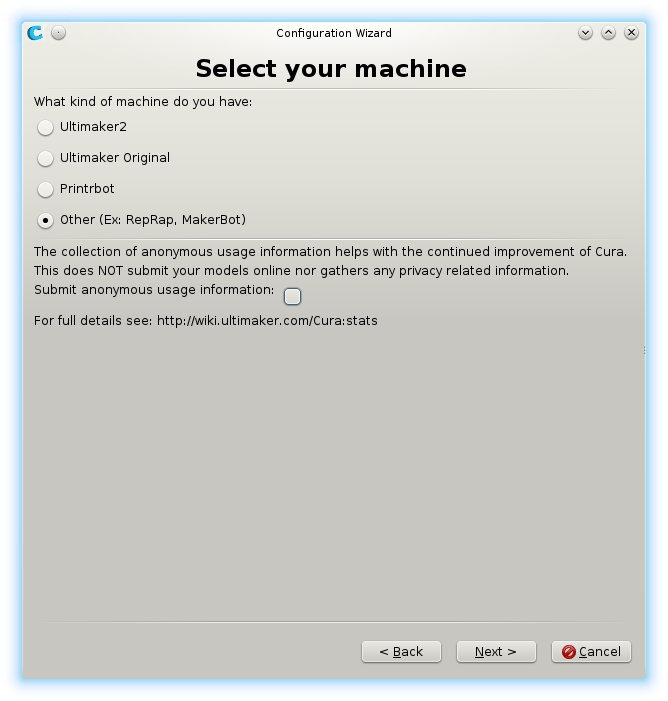
La primera vez que se usa Cura es necesario indicar el tipo de impresora con la que se trabaja. Para hacerlo se lanza automáticamente un asistente de configuración (First time run wizard) Posteriormente podrán cambiarse usando el mismo asistente ejecutándolo manualmente.

Cura es una aplicación desarrollada por Ultimaker por lo que en primer lugar aparecen las impresoras 3D de esta marca. Para usar, por ejemplo, la popular Prusa Mendel i3 habrá que seleccionar «Other» y pulsar sobre «Next» para pasar al siguiente cuadro de diálogo donde encontraremos este modelo.
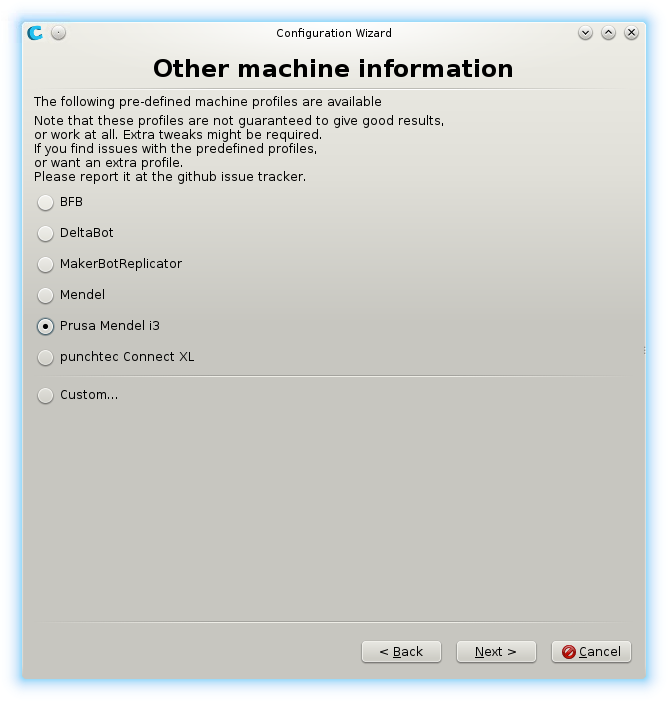
Al haber elegido «Other» aparecerá un nuevo cuadro de diálogo en el asistente de configuración de impresora en el que seleccionar Prusa Mendel i3 y pulsar sobre «Next» para terminar.
Se puede lanzar el asistente de configuración inicial (que se acaba de detallar) y cambiar el tipo de impresora con la entrada «Run first run wizard…» del menú «Expert»
Al entrar en Cura mostrará el modelo de ejemplo (el robot mascota de Ultimaker) en la plataforma de impresión. Para eliminar el modelo actual se utiliza «Clear plataform» del menú «File».
Una vez que el escenario aparezca vacío se puede cargar el modelo del que se va a calcular el G-Code, proceso que se denomina frecuentemente laminar. Para cargar el modelo se utiliza la entrada «Load model file…» también del menú «File»
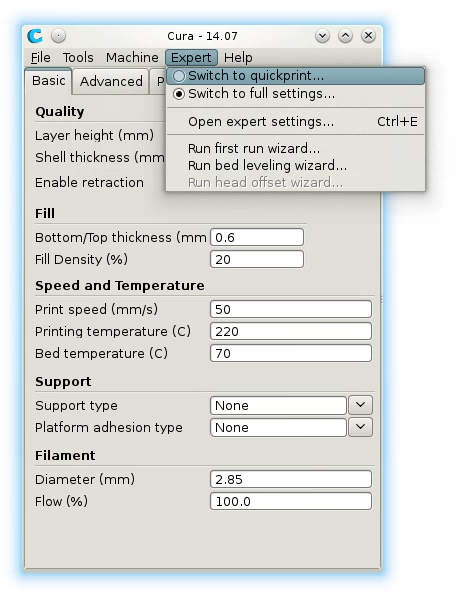
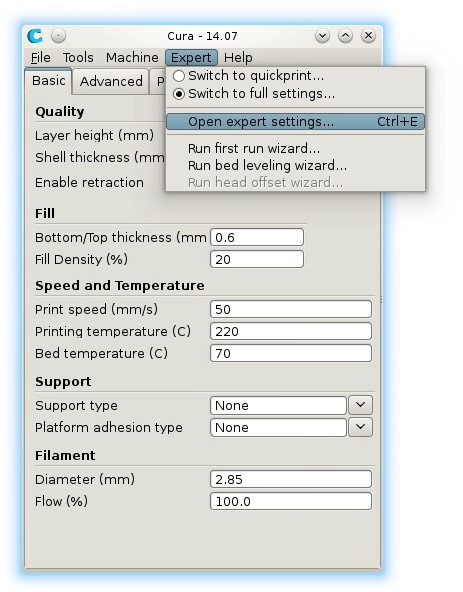
Cuando la aplicación ya está configurada puede que no sea frecuente el cambio de parámetros por lo que se puede utilizar una configuración de impresión simple a la que se accede con la entrada «Switch to quick print» del menú «Expert»
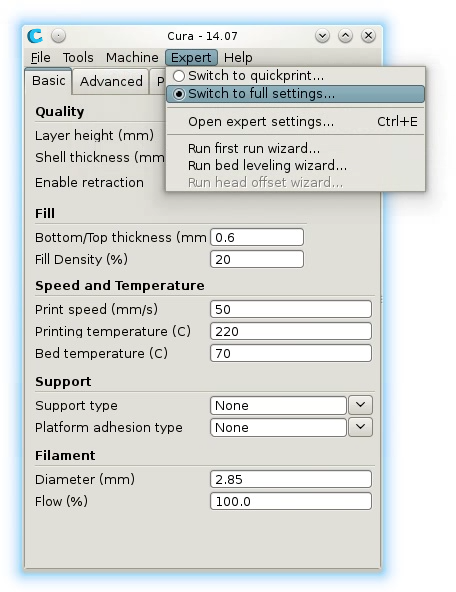
Para regresar al modo de configuración de impresión completo, que necesitamos para poder indicar los parámetros de los que vamos a tratar, se utiliza la entrada «Switch to full settings» también en el menú «Expert»
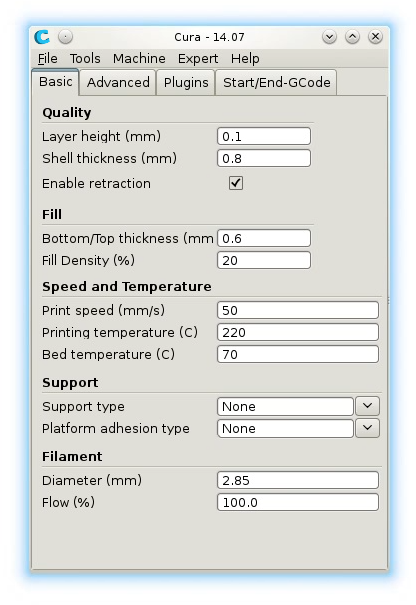
El primer grupo de parámetros que es necesario verificar y/o modificar se encuentran agrupados en la solapa Basic del cuadro de configuración y contiene, como su nombre indica, los valores más elementales de la impresión 3D que son las dimensiones de los elementos que se depositan para crear el objeto que se va a construir y la velocidad y temperatura con las que se hace.
-
Quality
Hace referencia a las medidas, tomadas en horizontal y en vertical, de las diferentes partes con las que se construye la pieza en 3D.
-
Layer height (mm) Altura de capa. Es la medida en Z de cada cada capa. Afecta inversamente a la calidad del resultado y al tiempo que tarda. Mayor altura de capa produce menor calidad pero se imprime más rápidamente. Un compromiso razonable entre una y otra puede ser 0.2 mm y puede usarse 0.1 mm para conseguir una calidad más alta.
- Shell thickness (mm) Determina el grosor de las capas exteriores del objeto (muros verticales) Suele establecerse como un múltiplo del extrusor (grosor) con el que se imprime, por ejemplo 1.2 mm para un nozzle de 0.4 mm hace muros de 3 pasadas. Valores menores de 3 producen piezas frágiles y no suele ser necesario más de 4 a no ser en objetos sometidos a esfuerzos mecánicos grandes o espacios interiores muy huecos.
- Enable retraction sirve para que al terminar de imprimir el filamento se retraiga, es decir se introduzca una pequeña porción para que no empiece a salir inmediatamente en la próxima impresión. Es especialmente útil si se cambia de filamento ya que se evita el riesgo de mezclarlos.
-
-
Fill
- Bottom/Top thickness (mm) Corresponde con el espesor de las caras que cierran en horizontal la pieza en las partes superiores e inferiores. Sería el equivalente a «Shell thickness» en horizontal, es decir, para la altura de capa. Un valor óptimo suele estar entre 4 y 5 veces la altura de capa, más cuanto menor sea el diámetro del extrusor para asegurarse que en las capas superiores el material no cae entre los soportes del relleno.
- Fill Density (%) Porcentaje de densidad del relleno. La mayoría de las veces las piezas no se construyen macizas sino que se ahuecan cierta cantidad creando una estructura de paneles interiores para ahorrar material. Normalmente la densidad es bastante baja, entorno al 50 % y sólo se aumenta cuando el objeto esté diseñado para resistir cargas de cierta importancia. Un valor de 100 % produciría una pieza completamente rellena (maciza) y un valor de 0 % una pieza hueca.
-
Speed and Temperature
- Print speed (mm/s) Velocidad de impresión. Es la velocidad a la que se mueve el cabezal que soporta el extrusor. Menores velocidades consiguen piezas de mayor calidad. No he conseguido mejoras apreciables de la calidad por debajo de 30 mm/s y no suele ser aceptable, más allá de una prueba, una velocidad superior a 60 mm/s por lo que un valor equilibrado entre calidad y rapidez de impresión suele ser 50 mm/s
- Printing temperature (C) Temperatura de impresión. Depende del material; tanto del tipo (ABS o PLA, por ejemplo) como del lote específico (por ejemplo por el color del tinte) y tiene como límite la temperatura soportada por el extrusor, que depende del material con que esté fabricado. Los extrusores convencionales de ABS o PLA no soportan más de 250 °C de temperatura de trabajo y 260 °C ocasionalmente (aunque aguantan picos de casi 300 °C). El PLA suele fundir sin problemas a 200/210 °C y a unos 220/230 °C el ABS.
- Bed temperature (C) Temperatura de la cama caliente. Una temperatura de entorno a 90 °C y el uso de una laca adecuada garantiza la adherencia de una pieza media de ABS. Cuando la pieza es de base muy ancha es conveniente aumentarla (hasta cerca de 100 °C) para evitar que se despegue por los extremos. Como la cama caliente que utilizamos necesita mucho tiempo para alcanzar temperaturas por encima de 80 °C es posible configurar una temperatura menor para que comience la impresión antes y modificarla manualmente en la impresora cuando ya se ha alcanzado el valor mínimo.
-
Support
Para evitar que el material que forma partes del objeto que no tienen sustento vertical caiga se pueden generar soportes. Los soportes se construirán de manera que que la pieza sea viable pero también que no sea demasiado difícil retirarlos una vez impresa. Normalmente el material suele soportar unos 45° de inclinación sin problemas.
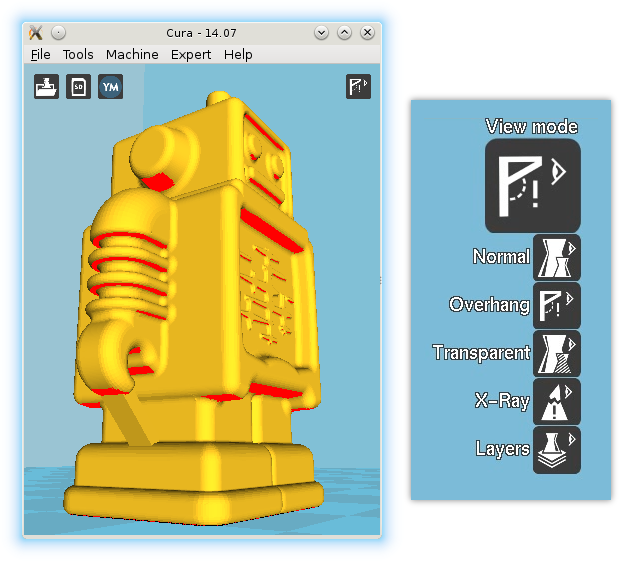
El el menú de modo de visualización «View mode» de la parte superior derecha de la vista de la plataforma de impresión puede seleccionarse el modo «Overhang» para marcar en rojo las partes de la pieza 3D que necesitan soporte según la configuración actual.
- Support type El tipo de soporte más eficaz es «Everywhere», que hará estructuras auxiliares en todas las partes de la pieza que excedan del ángulo de inclinación máximo configurado (como se explica más adelante). «Touching buildplate» sólo construirá soportes que toquen en la base, no entre plataformas de la pieza.
- Platform adhesion type Uno de los problemas más frecuentes al imprimir en 3D por extrusión es que las piezas que en la base son anchas y finas se despeguen antes de que el material se enfríe por lo que tienden a curvarse en sus extremos. Para evitarlo se usa laca y el calor de la plataforma de impresión (cama caliente) Por otra parte, las piezas más esbeltas pueden despegarse y moverse durante el proceso de impresión; para evitarlo se puede imprimir una base fina (el modo «Brim») que se adhiera bien a la cama caliente y que luego será sencillo eliminar para obtener la pieza definitiva. Si fuera necesaria más adherencia se puede utilizar el modo «Raft» que hará una base más gruesa pero que se unirá por un interfaz más fino a la pieza para simplificar su retirada que, en cualquier caso, siempre será más laboriosa y utilizará más material que el modo anterior. Como es lógico, la opción «None» no generará ninguna base e imprimirá directamente desde el plano inferior del objeto.
-
Filament
- Diameter (mm) Corresponde con el grosor del filamento utilizado para imprimir. Frecuentemente se usa un valor entre 0.05 y 0.15 mm menor que el diámetro nominal del filamento para garantizar un relleno entre pasadas más compacto (zona común de material entre pasadas)
- Flow (%) El flujo de material con que se imprime. Como es lógico, el valor normal de flujo, salida, de material será el 100 % del necesario pero este parámetro permite compensar posibles desviaciones cuando el filamento no se extruye (o se funde) correctamente por exceso o por defecto.
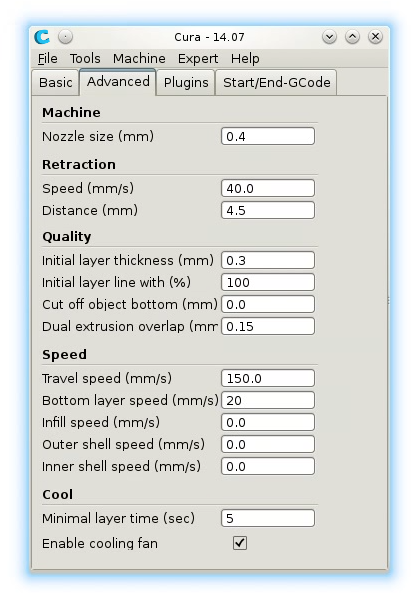
La solapa Advanced del cuadro de configuración de Cura contiene parámetros que no suelen cambiarse a cada impresión aunque hay un par de aspectos que es importante verificar especialmente si se cambia de impresora al hacer nuevas piezas.
-
Machine
-
Nozzle size (mm) Diámetro del extrusor y por tanto del chorro de material resultante. Es un valor crítico ya que de él dependen otras medidas o el comportamiento según otros parámetros. Lo más frecuente es encontrar impresoras con diámetros de nozzle de 0.4 mm o de 0.5 mm
-
-
Quality
- Initial layer thickness (mm) Grosor de la capa inicial. Además de especificar los grosores de las partes horizontales, se puede indicar en este parámetro, por separado, el de la capa incial, que es relevante para la adherencia de la pieza a la cama caliente. No es conveniente usar un grosor mayor de 0.30 mm para asegurar que la pieza se fija a la cama caliente. Si el valor es cero se utiliza el configurado para el grosor de capa en la configuración básica.
- Cut off object botton (mm) Permite imprimir el objeto desde cierta altura. Es práctico para piezas diseñadas completas pero que se imprimen por partes, por ejemplo, por que no caben por completo en las dimensiones útiles de la impresora. La altura que se indique será el del comienzo de la parte de la pieza que se imprime.
-
Cool
- Minimal layer time (sec) Es el tiempo que debe pasar para asegurarse de que se ha enfriado correctamente una capa para poder empezar a imprimir la siguiente. Un valor de 20 s garantiza que la capa está preparada. Es arriesgado usar valores menores de 20 s. Este valor no implica que se produzca una disminución de la velocidad de impresión y/o una pausa (dependiendo de la configuración en el diálogo «Expert settings»), sólo si no ha pasado el tiempo mínimo se detendrá para esperar que la capa se enfríe, lo más frecuente, en piezas medianas, es que el proceso no se detenga casi nunca: por desgracia tarda bastante en trazar las capas.
- Enable cooling fan Activar el ventilador (de capa) para enfriar el material a la salida. Por las pruebas que hemos realizado parece que no es necesario un ventilador para enfriar el ABS, por el contrario, sis se usa PLA es imprescindible usar un ventilador de capa para ir bajando la temperatura del material cuando sale del extrusor. Si la impresora 3D tiene ventilador, seleccionando esta casilla se activa lo que, como se acaba de explicar, es muy importante cuando se trabaja con filamento de PLA.
En la tercera solapa, Plugins, aparecen dos listas, en la parte superior los complementos de este tipo que tenemos instalados en Cura, y por tanto disponibles, y en la parte inferior los que están activos, es decir, los que se usarán al generar el G-Code o al imprimir. Para activar un plugin se selecciona en la lista superior y se activa pulsando en la flecha central (una letra uve, en realidad). Para desactivar uno de los plugins en uso basta con cerrarlo pulsando el botón X de la parte superior izquierda de su marco.
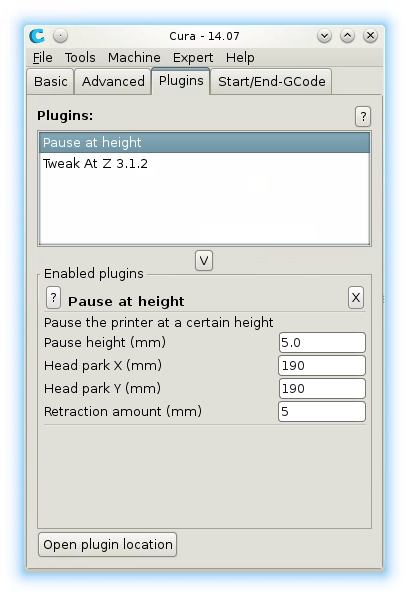
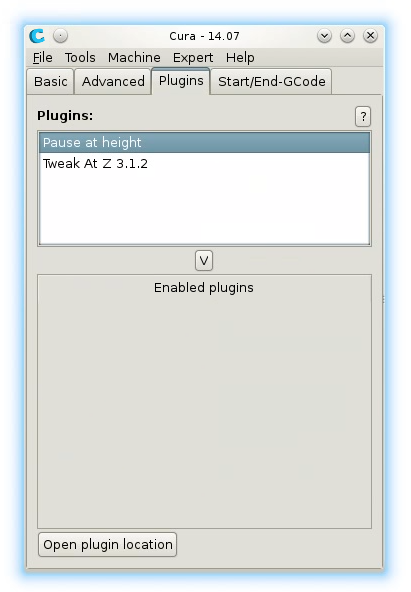
Un plugin es un añadido al programa Cura que aporta funcionalidad al comportamiento habitual de la aplicación. Están escritos en Python y almacenado en la carpeta «plugins» de la instalación de Cura. Normalmente no necesitamos usar los plugins, más bien debemos cuidar que no estén activados por defecto. Por ejemplo, el plugin «Pause at height», que puede ser útil, por ejemplo, para cambiar el filamento a determinada altura para imprimir en varios colores o para ir imprimiedo una pieza muy grande por partes, puede malograr la impresión si lo usamos sin darnos cuenta.
Puedes encontrar más información sobre los plugins de Cura y algunos para descargar en la página de la wiki de Ultimaker. También puedes escribir tus propios plugins en Python para lo que puede ser interesante echar un vistazo al apartado sobre desarrollo de plugins de la wiki de Ultimaker.
En la solapa Start/Eng-GCode no es necesario cambiar los valores que ofrece Cura por defecto pero es interesante echar un vistazo y así, por ejemplo, tener una idea del aspecto que tiene el G-Code, que se presenta como texto plano y entender mejor el comportamiento de la impresora 3D.

En los cuadros de texto de las entradas start.gcode y end.gcode es posible añadir las órdenes que se ejecutarán antes de las que crean la pieza 3D para preparar la impresora y al terminar para ponerla en modo reposo. Con estos últimos códigos se enfriará la cama caliente y el extrusor y se colocará en una ubicación que no moleste para retirar el objeto que se ha construido. Los códigos de inicio son muy interesantes para hacer modificaciones sobre las impresoras que determinen modos de funcionamiento previos (como cambios de extrusor o de cama, carga de material…)
En el cuadro de diálogo Expert config al que se puede llegar desde la entrada Open expert settings del menú Expert contiene algunos parámetros que, aunque no es frecuente modificar normalmente, puede ser interesante considerar para determinados modos de impresión 3D.
En el marco «Support», el parámetro «Structure type» sirve para establecer la forma que tendrán los soportes que se crean para evitar que el material se caiga cuando se imprime una forma en voladizo o con mucha inclinación. La estructura de soporte más práctica suele ser la de líneas (Lines) porque es suficientemente resistente y es mucho más sencilla de retirar de la pieza una vez impresa. En piezas con una parte al aire muy grande y sobre todo muy pesada puede ser interesante usar la forma de rejilla (Grid) que soportará mejor el peso sin curvarse pero que será mucho más difícil retirarla (y dejará más marcas) Como la configuración quedará almacenada para la próxima impresión, es muy importante recordar cambiarla para ahorrar material y simplificar la limpieza del objeto.
El ángulo que es capaz de soportar la impresión 3D se modifica en «Overhang angle for support (deg)», también en «Support». El ángulo se mide respecto a la cama caliente (que sería 0°) a la vertical (que sería 90°). Por ejemplo el ABS soporta normalmente 45° y sólo en piezas muy esbeltas en la base y con mucha masa en la parte superior será necesario modificar ese valor hasta otro más conservador como 60°. Como en el caso anterior, es importante considerar, si se modifica, volver al valor base ya que no se suele cambiar y por tanto es fácil olvidar restablecerlo.
Otros parámetros, como «Fill amount (%)» vienen configurados por Cura con valores, 15 % en este caso, que han resultado óptimos en muchas pruebas por lo que no es necesario cambiarlos.
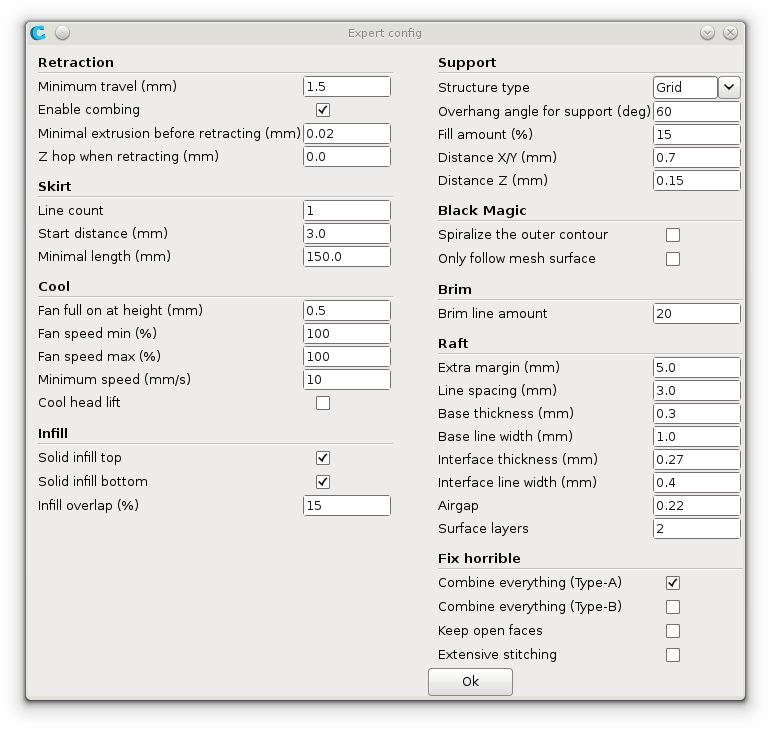
El apartado «Skirt» permite crear un marco alrededor del objeto que se va a imprimir para asegurarse de que el extrusor está funcionando correctamente. Sólo será necesario cambiar el valor cuando se trate de piezas muy pequeñas para dar tiempo a que se funda suficiente cantidad de material. Utilizar «Skirt» apenas consume filamento y tiene una ventaja extra para ahorrarlo: es posible ver a tiempo si la pieza no queda correctamente en la cama o si es demasiado grande lo que permitirá evitar problemas a tiempo si se monitoriza con cuidado el comienzo de la impresión.
En el apartado «Cool» se pueden establecer las velocidades máximas y mínimas del ventilador de capa así como la altura a la que se activa para comenzar a enfriar. Con el parámetro «Minimun speed» se puede especificar una velocidad de impresión mínima para conseguir el enfriamiento suficiente en piezas muy pequeñas. Si con la velocidad mínima no fuera suficiente y la casilla «Cool head lift» está activada, se detendrá la impresión hasta que pase el tiempo mínimo de enfriamiento.
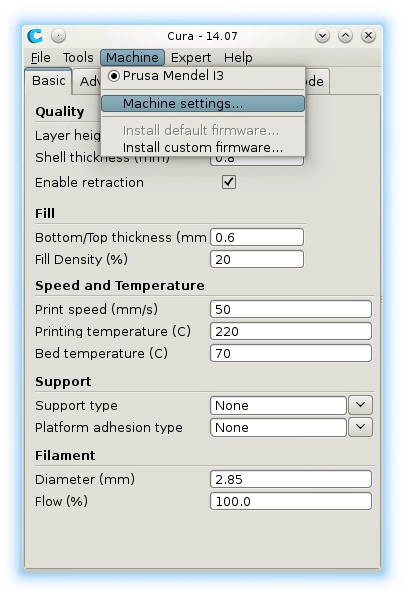
El cuadro de diálogo «Machine settings» al que se llega con la entrada correspondiente del menú «Machine» nos permitirá establecer algunos valores del hardware específico de nuestra impresora 3D y será especialmente útil si hemos hecho alguna personalización en la misma (redimensionar los ejes, por ejemplo)
El parámetro «E-Steps per 1mm filament» corresponde al paso de filamento en función de su medida. Lo habitual es establecerlo a cero lo que hará que se utilice el valor que determine el firmware, que resulta lo más recomendable si no se ha modificado el funcionamiento del extrusor.
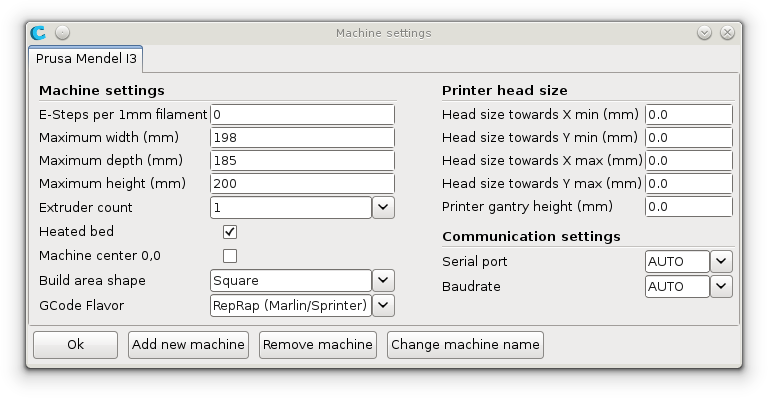
Las dimensiones máximas (útiles) de la impresora en ancho, largo y alto (X, Y y Z, que aparecen como width, depth y height) permiten acotar las medidas máximas de la pieza. En la práctica, aunque las medidas reales de las Prusa Mendel i3 son de 198×185×200 mm no es conveniente imprimir piezas mayores de 180×180×180 mm para evitar problemas varios, sobre todo de adherencia a la cama caliente.
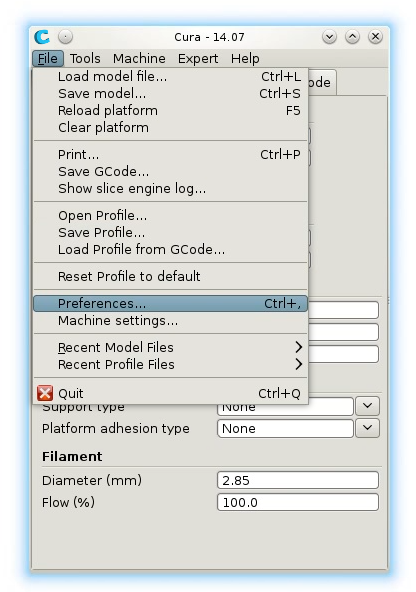
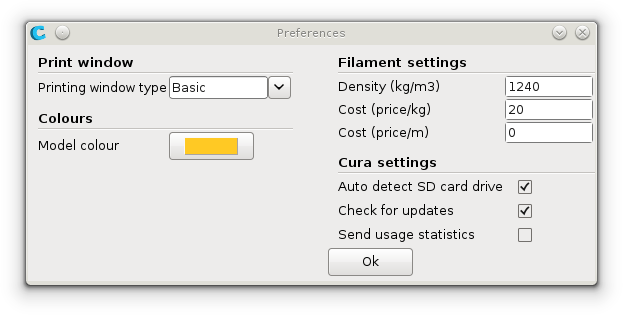
Cura es capaz de calcular el coste de la pieza 3D que se va a imprimir en función del laminado resultante y conociendo la densidad del material con el que se imprime y su precio por peso o el coste lineal del mismo. La entrada «Preferences» del menú «File» lleva al cuadro de diálogo correspondiente donde establecerlo.
Los dos materiales más usados para la impresión 3D por extrusión son el ABS (acrilonitrilo butadieno estireno) y el PLA (ácido poliláctico) el primero por sus excelentes características mecánicas y el segundo por ser mecánicamente muy aceptable (similar al PET) además de biodegradable (siempre que los colorantes que contenga lo sean también). En el caso del ABS la densidad es de unos 1040 Kg/m³ y actualmente su precio es de algo más de 20 € por Kg La densidad del PLA es de unos 1240 Kg/m³ y es el material que ofrece por defecto Cura en la configuración de las Preferencias.
Después de imprimir la pieza 3D aún queda limpiarla (quitar los soportes), pulirla (eliminar las marcas de las capas y los soportes) y ensamblarla (fundir las partes si no está impresa en una única sesión) que son temas que trataremos en una próxima entrada en polaridad.es en la que daremos algunos consejos sencillos para esta operación final.
Tabla de valores recomendados
| parámetro | valor | comentario |
| Layer height (mm) | 0.2 |
0.1 para mayor calidad aunque tardará más en imprimir 0.3 para pruebas |
| Shell thickness (mm) | 1.2 |
Determina el número de pasadas con las que se construyen los muros exteriores y por tanto su grosor. Suele ser entre 3 y 4 veces el diámetro del |
| Botton/Top thickness (mm) | 1.8 |
Determina el número de pasadas con las que se construyen las caras superior e inferior. Suele ser entre 4 y 5 veces el diámetro del |
| Fill density (%) | 20 | La densidad con la que se rellena el interior de la pieza. 0 % la hace hueca (sólo los muros exteriores) y 100 % la hace completamente maciza. |
| Print speed (mm/s) | 50 | Hasta 60 mm/s puede ser aceptable para un resultado final. Valores menores darán más calidad a costa de tardar más en imprimir. |
| Print temperature (C) | 220 | Dependerá del material en concreto y el límite estará determinado por el del extrusor |
| Bed temperature (C) | 90 | La temperatura de la cama permite que la pieza se fije correctamente y no se mueva mientras se imprime |
| Support type | Everywhere | Hace soportes para cualquier parte que tenga una inclinación mayor de 45° |
| Platform adhesion type | None | Cuando la pieza sea especialmente esbelta puede usarse una plataforma para darle adherencia a la cama |
| Diameter (mm) | 2.85 | Entre 0.05 y 0.15 mm menos que el diámetro nominal del filamento |
| Nozzle size | 0.4/0.5 mm | Diámetro boquilla extrusora. Debe indicarse el de la pieza utilizada, no hay valores recomendados. |
| Minimal layer time (sec) | 20 | Depende del tiempo de secado de la pieza; un valor alto como 20 s asegura que se enfríe suficiente antes de cada capa |
| Enable cooling fan | Off | Desactivar el ventilador de salida del extrusor |
Víctor Ventura
Desarrollando aplicaciones para la web conocí el potencial de internet de las cosas, encontré la excusa perfecta para satisfacer la inquietud de aprender electrónica que había tenido desde siempre. Ahora puedo darme el gusto de programar las cosas que yo mismo diseño y fabrico.
Sígueme:

Lucian
Encantado de aprender
civi
Hola,
Tengo una duda que espero me puedan resolver, hago un dibujo con el autodesk inventor y lo exporto a stl y lo abro con cura, pero pongamos que hago una tuerca, esta no se ve bien, en el modo normal se ve toda oscura ,en negro y parece estar bien, pero en layers no se ve como otras piezas que he bajado de internet, en esta se ven 4 o 5 capas una encima de otra separadas, y si le doy a imprimir la maquina hace unos movimientos 30 seg sin pegar ni un filamento a la cama y termina . se que la impresora prusa i3 hephestos esta bien calibrada porque otras piezas bajadas de internet ,me las hace bien. no se que hago mal., he probado con el sketchup y ese el cura no me fabrica nada en la superficie,hace como q lo ha hecho,pero es invisible,algun paso me estoy saltando?
1-diseñar dibujo en stl
2-cargar en cura
3-mandar a impresora
gracias de antemano, por su tiempo.
Ronny
Hola Civi,
Tal vez te falta configurar el cura con la impresora que tienes.
Por otra parte. yo uso el programa que viene en el W.10 el 3D Builder y cuenta con lo necesario.
Otra cosa, puede que no hayas bajado la ultima versión del Cura.
Saludos,
Ronny.
robert
al momento de exportar el archivo a stl fijate que este en mm para que la exportacion salga a medida del diseño que has hecho y no menor
Jespí
Hola, tengo una duda que tal vez podáis resolvermela.
He hecho unas letras en solidworks (fuente: Vladimir Script), las paso a formato stl. y con el Cura a Gcode. hasta ahi bien, pero cuando lo meto a la impresora (hephestos 2) y le doy a imprimir ese archivo se queda en blanco la pantalla, en por favor espere…
No me pasa con otros diseños que he bajado de internet, ni con otras piezas diseñadas en solidworks, por que puede ser?
Saludos
Jespí
Víctor Ventura
Hola, Jespí.
Supongo que el STL que se ha generado desde SolidWorks no es correcto (aunque aparezca en Cura)
Como el tipo de letra que has usado es bastante complejo y un poco delgado, con riesgo de juntar o hasta cruzar caras, seguramente el error esté relacionado con el trazado de la tipografía.
Lo que yo haría es verificarlo con una herramienta para tratar mallas (si no sueles usar ninguna puedes empezar por probar netfabb que es sencilla y acostumbra a dar buenos resultados) y si es posible corregirlo.
La corrección, por desgracia, no siempre funciona. No siempre se obtiene un modelo válido ni siempre el modelo es como esperas (caras que «entran y salen»)
Espero haber sido de ayuda, pero no dudes en seguir preguntando si tienes problemas
¡Gracias por visitar polaridad.es!
Jespí
Hola Victor,
Gracias por responderme.
Al final pude imprimirlo, letra por letra… y llevas razón, la malla que me hacia el Solidworks era demasiado compleja y aunque me lo leía en Cura, la impresora no respondía. Así que al guardar el archivo stl. ( el mismo Solidworks) te da la opción de hacer menos compleja esta malla y así me dejó, con un buen resultado de impresión.
Luego le echare un vistazo al programa que me has aconsejado.
Gracias por la rapidez en contestar
Saludos
Víctor Ventura
Hola, Jespí.
Gracias a ti por contarnos el proceso que has seguido, seguro que eso sirve de ayuda a otros usuarios 🙂
¡Hasta pronto!
Jan
Hola buenas tengo el mismo problmena, me podrias explicar en detalle como simplifar el arxivo stl. ?
Muchas gracias
Jasmin
Hola, Baje un modelo de case para iPhone y el cura se ve que tiene un circulo para que se vea la manzana, al imprimir lo hace parejo, es decir sin el circulo, como se que el modelo esta bien? a la vista si lo esta.
Víctor Ventura
Hola, Jasmin.
Como le respondía a Jespí (puedes leerlo un poco más arriba) usando un programa editor de mallas. Si no sueles usar ninguno te recomiendo que empieces por probar netfabb que es sencillo y suele a dar buenos resultados. Si el modelo tiene errores a lo mejor también puedes arreglarlos con este mismo programa.
Espero haberte sido útil ¡Gracias por visitar polaridad.es!
maria
muchas gracias por todo, igual consigo hacer alguna pieza bien
Nuria
Hola,
Tengo una pregunta. Realizo unos círculos en illustratore los paso a rhino guardando en stl y cuando lo abro en cura lo veo bien pero al imprimirlo a la máquina en filaflex empieza a gotear. Finalmente se me pegan los círculos transformándose así en líneas. Que debo hacer? Muchas gracias.
Me harías un gran favor.
Víctor Ventura
Hola, Nuria.
Como le respondía a Jespí (puedes leerlo un poco más arriba) puedes tratar de verificar el resultado (antes de imprimir con Cura) con un programa editor de mallas. Si no tienes un favorito, te recomiendo que pruebes netfabb.Es sencillo y suele a dar buenos resultados. Si el objeto (lo generado con Rhino) contiene errores, seguramente los detectarás con este programa y a lo mejor también puedes arreglarlos.
Gracias por visitar polaridad.es 🙂
jose
Buenas tengo una duda, ¿si yo configuro una velocidad de impresión en el software de cura a 50mm/s y luego cuando lo exporto en g-code a la sd para imprimirlo con el lcd, la velocidad que viene que por defecto es 100 debo variarlo a la misma del cura o el 100 es más un tanto por ciento?, gracias por todo.
Víctor Ventura
Hola, Jose.
Supongo que imprimes con una Prusa y el firmware Marlin, entonces la velocidad (Speed) del menú Tune es un porcentaje de la indicada en el G-Code por Cura. Ese 100 al que te refieres es el 100%, que es el que se usa normalmente, ya que la velocidad se establece previamente en Cura.
Saludos.
jose
muchas gracias por tu ayuda, por cierto muy buen blog
José Antonio
Excelente explicación, muchas gracias por lo detallado de cada parte del Cura. Como puse atención a todo lo escrito, creo que en la tabla de valores recomendados (Shell thickness y Botton thickness) lo correcto, en lo referente al grosor, debería ser de acuerdo a la medida de la boquilla (nozzle) y NO así al diámetro del filamento. ¿Correcto?
Víctor Ventura
Hola, José Antonio.
Tienes razón. En el texto he escrito que está en función del extrusor pero en la tabla que está en función del filamento. Voy a arreglarlo ahora mismo y a mandar mi cerebro a revisión, que ya le toca.
Muchas gracias por avisar 🙂
José Ernesto
Buen día Victo, mi nombre es José Ernesto y me estoy iniciando en la impresión 3D, la impresora que tengo es una Da Vinci 2.0, que utiliza su propio Software xyzprinting, pero quisiera usar CURA para hacer algunas pruebas con otros materiales, me podrias decir cual es el comando para reconocer ABS o PLA, gracias
Víctor Ventura
Hola, José Ernesto.
Ya me gustaría ayudarte pero no conozco esa impresora, ni ese software ni me suena nada de Cura que sirva para reconocer si el filamento es de ABS o PLA 🙁
Sospecho que será algún sensor en la impresora o en el cartucho que le dice al software qué material es (más que detectarlo realmente)
Gracias por visitar polaridad.es
Pedro Vico
José Ernesto, yo tuve la experiencia con una davinci. Un problema en las XYZprinting Davinci son los cartuchos de filamento.Esto se soluciona comprando un gadget bluetooht que corre por Internet, y ademas es barato.Con el podrás usar cualquier filamento en rollo. Solo tendrás que ajustar la temperatura adecuada para cada tipo de material. La base de impresión no se puede calentar mucho debido a limitación de software y de hardware, problema solo para el ABS. Es una maquina bastante precisa pero limitada. Yo le cambié a un amigo la electrónica y le puse una Arduino Mega con Ramps 1.4 y otra cosa que se le pude hacer es cambiar la cama caliente para poder aumentar a una temperatura «real» y superior a lo que ahora te permite tu maquina. También corre por ahí un software para liberar la placa y ponerle el Marlin. Hay tutoriales en youtube que aunque estan en inglés se entienden los pasos a seguir.
La placa que me sobró, origina de XYZprinting la tengo tuneada pero no la uso.
Naty
falta explicación de la trayectoria
Miguel
Hola, quería preguntar si este programa es capaz de convertir un archivo en formato .bsb a .stl y así ya poder manejarlo para la impresora 3D.
Gracias. Un saludo
Francisco Rubio
Cuando creo mi objeto 3D en 123 D Design, luego al crear G code me salen las coordenadas de inicio de la impresión en X=-4 e Y-4. ¿Cómo puedo cambiarlas a otras en el interior de la cama de la Hephestos2?
Gracias, un saludo.
Francisco Rubio
Eduardo
Hola, mi consulta es por saber si existe alguna forma de interpretar el encabezado del GCODE como para saber como se imprimió una pieza, no se por ejemplo porque nos olvidamos de anotar las condiciones en que se mando a imprimir. Desde ya muchas gracias.
Hugo
Tal cual lo indicas en las configuraciones, se puede desde cura, empezar a imprimir por usb? o necesitas sí o sí la tarjeta sd, ya que con las mudanzas la he perdido y qué tendría que ahora, ya que soy nuevo en esto.
Atte, un cordial saludo.
Hugo.
Antonio
Buenas, tengo un problema a la hora de laminar con el curo. Creo el archivo en STL en el Tinkercad y al pasarlo al Cura para general el gcode, me varia las dimensiones, me las reduce. He probado con otros programas y no me reduce las dimensiones al exportarlo pero el cura, sí.
¿Cuál puede ser el motivo? ¿Por qué no me mantiene las dimensiones originales?
Lucas
Hola, quisiera hacer una consulta. Cuando uno desea actualizar el CURA, por ejemplo yo tengo el 15.04.61 y quiero actualizarlo al 2.3.1, para ello cargue los parámetros de mi maquina (dimensiones de la cama y altura z) ya que mi máquina no figura en el listado de impresoras ..mi pregunta sería, el star y end gcode que trae por defecto tengo que borrarlo? se puede copiar el star y end gcode que tenia en el CURA anterior y pegarlo en el star y end gcode del Cura nuevo??
Guille
Buenas, necesitaría tu ayuda para un trabajo… Podrías pasarme tu mail? Gracias!